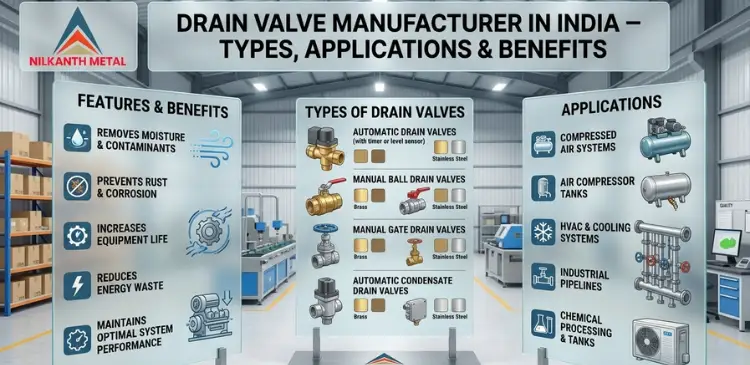
Drain Valve Manufacturer in India -Types, Applications & Benefits
Inside any factory where liquids flow through pipes, trouble often starts small. Water droplets gather, dust settles, gunk builds up - slowly eating away metal or clogging narrow channels. Left alone, those quiet issues grow into broken machines or halted production lines. A well-built drain valve steps in right there, quietly pulling out the waste before damage spreads. It does not stop at one job; it keeps working every time pressure drops or temperature shifts. Indian makers of such valves have sharpened their craft over years, turning precision into routine. Their parts fit tight, last long, stay ready when needed most. Machines run smoother knowing wetness gets removed exactly when required. Not flashy, never loud - just steady removal of what should not remain inside. Reliability hides in details others overlook, like how fast a drip escapes or if rust forms near joints. Choosing who makes these pieces affects everything downstream. Some factories notice fewer shutdowns almost immediately after switching brands. Others find maintenance crews spend less time inspecting old problem spots. Performance gains come without announcements or fanfare. What flows matters less than what gets left behind. Out of nowhere, Nilkanth Metal stepped into the spotlight, building valves that work hard under tough global rules. What keeps them different? A close look at how their valves operate, the types available, and where they matter most reveals more than just function. Quality isn’t an extra here - it becomes clear when systems demand reliability, piece by piece. Every detail sticks because performance doesn’t get a second chance in heavy industry. Behind each model lies real-world stress tested again and again. Not every brand carries that weight without cracking. Their role grows quiet but vital wherever machines run nonstop. Expectations shift once you see what lasts beyond first use. No surprises wanted - only precision built-in before shipping. The bigger picture shows one truth: weak parts fail fast, strong ones shape outcomes.
Drain Valve Basics?
A small part that lets liquids exit when needed - that’s what a drain valve does. From time to time, gunk builds up inside containers, tubes, or chambers; then it must go somewhere else. Think of machines using air under pressure - water shows up there, quietly, every single run. When ignored, dampness begins eating away at parts, harming performance bit by bit. A small gate swings open, letting fluid out before sealing shut to hold pressure inside. Though it sounds basic, building a solid Industrial Drain Valve takes serious know-how. Tough materials handle heavy force, fight off rust from chemicals, last through endless uses without failing. Depending on whether it runs by hand or on its own, picking the correct one keeps repairs quick and interruptions short.
Common Industrial Drain Valve Types
Every setup works differently, so the right drain valve depends on how it's used. Some suppliers stock various models made for particular jobs. What fits one system might not work for another.
1. Manual Drain Valves
Manual valves show up a lot - cheap, straightforward. Someone has to be there to twist them open so liquid can escape. Most often you’ll find these hooked into systems running at lower pressure, especially when emptying out isn’t something that happens every day.
2. Automatic Drain Valves
Starting up without a person around, these valves shift open or shut when liquid rises or after set minutes pass. When hands-on help makes little sense - or keeping dampness out matters nonstop - they fit just right.
3. Ball Drain Valves
A round part inside helps these valves close tightly, plus they open fast. Common in places under heavy pressure because stopping leaks matters most there.
4. Gate Drain Valves
A sliding barrier inside these valves manages how much liquid moves through. Best used where you need maximum throughput without losing pressure, they show up frequently at places cleaning water.
Drain Valves Used Across Industrial Systems
Every industry finds a way to use the Drain Valve somehow. When engineers get how these valves work in real situations, picking one feels less like guessing. Water builds up in compressed air setups, so these valves drain it out. Pneumatic parts stay clear of corrosion because moisture gets cleared now and then. Without that step, rust would creep into the system over time. Steam pipes in power plants need leftover water removed. Without clearing this moisture, sudden pressure crashes could wreck the system. Keeping things running smooth means avoiding those jolts. Heat moves better when the lines stay clear of pooled liquid.
Better Drain Valve Performance Over Time
A single smart choice today cuts costs years down the line. What drain valves do goes well past just emptying liquids. Pulling dampness out keeps costly gear safe from corrosion. Moisture gone means metal stays intact longer. Equipment lasts when wetness is taken away. Rust cannot start if there’s no water around. Dry air inside helps machines run without breaking down. Pipes clog when moisture sticks around. Removing that liquid keeps airflow steady, which cuts down power needs. Pressure stays strong only if the system breathes freely. Flooding builds up pressure, sometimes causing leaks. Draining it away reduces those risks. Fluids left behind might burst through weak spots. Getting rid of them lowers danger. Pressure grows when water pools somewhere it should not. Removing that weight helps avoid accidents.
Nilkanth Metal Drain Valves
From the start, picking dependable parts means never cutting corners. What sets Nilkanth Metal apart? They rank among India's top makers of drain valves - no question. Their edge comes down to consistency others struggle to match. One reason they stay ahead: building trust through steady performance. Not every supplier manages that kind of track record.
1. Precision Engineering
Fine cuts come from Nilkanth’s CNC systems, shaping each valve to match strict size rules. Because of this care, connections stay tight, avoiding leaks where pressure runs high.
2. Durable Materials
From deep within trusted mines comes the brass - strong, steady. Stainless steel follows, forged to withstand scorching shifts without bending. Carbon steel enters next, toughened by design against rust and decay. Each piece arrives tested, built to endure biting chemicals, relentless moisture, extreme temperatures. Their job is clear: last longer where others fail fast.
3. Customization Options
Not every job fits a mold. That one size never works? Nilkanth adjusts threads, how much push it handles, even how it turns on or off. Need something basic that runs by hand, or an intricate setup running itself - what they build bends to your needs.
4. Quality Assurance
Fresh off the supply chain, each batch faces checks before anything moves forward. Not until flaws get weeded out does a single item proceed further. Through careful scans at startup and tight reviews right at the end, one thing stays firm - only clean results ship out.
5. Competitive Pricing
Starting close to home, Nilkanth builds its Drain Valves locally to keep prices low while holding tight to strong standards. Because of this setup, even smaller companies can get reliable performance without overspending.
Recent Post



August, 20 2025
UHF Plug Connector: A Comprehensive Guide




April, 28 2025
Your Trusted Source for High-Quality Brass Air Valves


February, 14 2025
Versatile Brass and Steel Screws Customized for Industrial Sectors

July, 19 2024
What is Core Vents?